DU रिड्यूसिंग युनियन स्टेनलेस स्टील कॉम्प्रेशन इंस्ट्रुमेंटेशन ट्यूब फिटिंग

कृपया लक्ष द्या: विनंती केल्यावर पुरवलेल्या नॉन-स्टॉक वस्तूंचे कोटेशन आणि वितरण.कॉन्फिगरेशन आणि परिमाण सूचनेशिवाय बदलू शकतात.
इन्स्ट्रुमेंटेशन ट्यूब फिटिंग
पार्कर CPI, Swagelok, Parker A-LOK, HOKE Gyrolok, इ. सह अदलाबदल करा.
अर्ज
हे स्वेजिंग अॅक्शन आणि सीलिंग अखंडतेवर अतिरिक्त अत्याधुनिक अभियांत्रिकीसह औद्योगिक कोड आणि वैशिष्ट्यांचा वापर करून डिझाइन केले आहे.हे उच्च दाब गॅस, व्हॅक्यूम, आवेग, थर्मल शॉक, भारी कंपन आणि नियंत्रण प्रणाली, प्रक्रिया आणि उपकरणे उपकरणे आणि विविध अनुप्रयोगांमध्ये वापरल्या जाणार्या औद्योगिक उपकरणांमध्ये इतर अनेक कठोर अनुप्रयोगांवर उत्कृष्ट गळती-मुक्त सीलिंग प्रदान करते.उदाहरणार्थ: पल्प आणि पेपर मिल्स, पेट्रोलियम प्रोसेस प्लांट, केमिकल प्रोसेस प्लांट, क्रोमॅटोग्राफी, पॉवर जनरेशन प्लांट...
वैशिष्ट्ये
- बांधकाम - चार तुकड्यांचे युनिट: बॉडी, नट, फ्रंट आणि बॅक फेरूल.एक्सट्रुडेड आणि बनावट कॉन्फिगरेशन.
- स्वयं-संरेखित, कंपन प्रतिरोध, तापमान सायकलिंगचा प्रतिकार..
- फायदे - स्थापित करणे सोपे, गंजरोधक आणि स्थापनेदरम्यान टयूबिंगमध्ये टॉर्क प्रसारित होत नाही.
- साहित्य - SS316 मानक म्हणून.SS304 आणि ब्रास विनंतीनुसार उपलब्ध आहेत.
तपशील
- तापमान श्रेणी: -325°F ते 1200°F (-198°C ते 648°C)
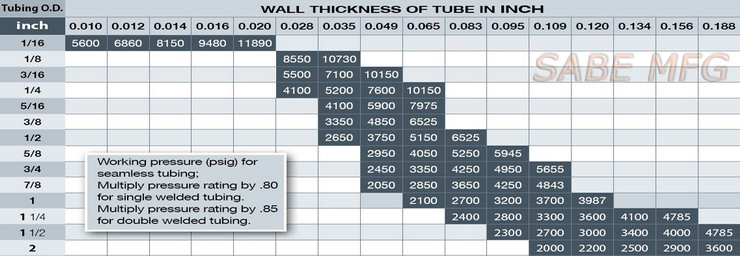
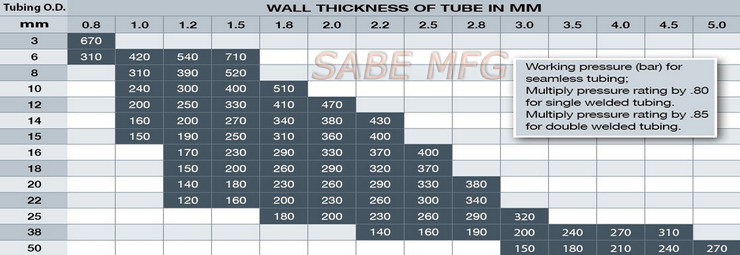
- कामकाजाचा दाब खाली आलेला तक्ता पहा
विधानसभा सूचना
SABE फिटिंग्ज असेंबल आणि बोटाने घट्ट पुरवल्या जातात.ते त्वरित वापरासाठी तयार आहेत.वापरण्यापूर्वी पृथक्करण केल्याने घाण किंवा परदेशी सामग्री फिटिंगमध्ये येऊ शकते, ज्यामुळे गळती होऊ शकते.
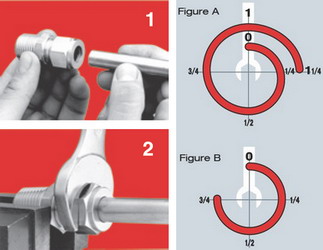
1. ट्यूब फिटिंगमध्ये ट्यूबिंग घाला.ट्युबिंग फिटिंगच्या खांद्यावर घट्टपणे टिकून आहे आणि नट घट्ट आहे याची खात्री करा.या स्थितीत, ट्यूब हाताने फिरत नाही.
2. नट घट्ट करण्याआधी, फिटिंग बॉडीवर पसरलेल्या नटच्या हेक्सवर "0″ स्थितीनुसार एक स्क्राइब चिन्ह काढण्याची शिफारस केली जाते.हे चिन्ह प्रारंभ बिंदू आणि योग्य पुल-अपसाठी सूचक म्हणून काम करेल.
3. बॅकअप रेंचसह फिटिंग बॉडी स्थिर ठेवताना, नट 1-1/4 वळणे घट्ट करा, स्क्राइब चिन्ह पहा आणि एक संपूर्ण क्रांती करा.नंतर आकृती A नुसार शेवटच्या स्थितीकडे वळणे सुरू ठेवा. (1/8″ आणि 3/16″ आकाराच्या ट्यूब फिटिंगसाठी, आकृती B प्रमाणे बोट-टाइटपासून फक्त 3/4 वळणे आवश्यक आहे)
ब्रास इन्स्ट्रुमेंटेशन ट्यूब फिटिंग





